
TZ-740B
產品簡介
產品詳情
一、機床主要技術參數
|
項目 |
內容 |
TZ-740B |
|
主軸部分 |
主軸錐孔(型號/安裝尺寸) |
BBT30(加強型直聯式主軸) |
|
主軸最高轉速 |
20000rpm |
|
|
主電機功率 |
5.5Kw |
|
|
主軸鼻端至工作臺面距離 |
150-450mm |
|
|
工作臺 |
工作臺尺寸 |
800x400mm |
|
工作臺承重 |
320KG |
|
|
T型槽(槽數x寬x中心距) |
3x14x125 mm |
|
|
三軸部分 |
X/Y/Z軸行程 |
700/400/300mm |
|
X/Y/Z軸滾珠絲杠 |
28/28/32mm |
|
|
X/Y/Z軸線性導軌 |
30/30/30mm |
|
|
X/Y/Z軸電機聯接方式 |
聯軸器直聯 |
|
|
X/Y/Z軸電機功率 |
1.5*1.5*3KW |
|
|
X/Y/Z軸快移速度 |
48m/min |
|
|
刀庫部分 |
刀庫形式 |
太陽式 |
|
刀庫容量 |
21把 |
|
|
精度 |
定位精度 |
±0.005/300mm |
|
重復定位精度 |
±0.003/300mm |
|
|
重量 |
機床重量約 |
3800KG |
|
外形尺寸 |
長*寬*高 |
1900*2300*2250 |
|
備注:所有圖片僅供參考,以實際交付為準;本公司產品在持續進行研究改進工作,上述資料若有變更,恕不另行通知。 |
||
二、主要配置
|
序號 |
主要零部件 |
品牌和說明 |
|
1 |
數控系統 |
日本原裝三菱 (M80B) |
|
2 |
主軸和三軸伺服電機 |
日本原裝三菱 |
|
3 |
主軸 |
臺鉦TAIZ |
|
4 |
滾珠絲杠 |
臺灣銀泰\上銀 (C3級) |
|
5 |
絲杠軸承 |
日本NSK (P4級) |
|
6 |
導軌 |
臺灣銀泰\上銀\德國INA (P級) |
|
7 |
刀庫 |
臺鉦TAIZ |
|
8 |
機身鑄件 |
高密度高強度樹脂砂鑄鐵,和德國日本多品牌為同一廠家生產 (相同材質、工藝、時效處理方式) |
|
9 |
聯軸器 |
日本NBK \臺灣HW |
|
10 |
松刀缸 |
中日 |
|
11 |
機床鈑金 |
臺鉦—美觀型,機床頂部為全封閉 (采用2.0鈑材,結實耐用) |
|
12 |
潤滑系統 |
河谷\寶騰 |
|
13 |
內防護罩 |
愛派爾 |
|
14 |
電氣元件 |
法國施耐德(高版本)和歐姆龍\和泉 |
|
15 |
手輪脈沖 |
東測\內密控 (日本高品質品牌) |
|
16 |
氣動元件 |
亞德客\日本SMC (雙重過濾水裝置) |
|
17 |
冷卻泵 |
常州洛克\合一 |
|
18 |
線材 |
賽洋\濱捷高柔線材 |
|
19 |
變壓器 |
飛翔達 |
|
20 |
氣管 |
千代田 |
|
21 |
水箱結構 |
循環雙層過濾網雙漏斗 |
|
22 |
機床主要螺絲 |
鵬馳 |
|
23 |
沖水方式 |
主軸跟隨沖水裝置 |
|
24 |
儲氣瓶 |
中威 |
|
備注:所有圖片僅供參考,以實際交付為準;本公司產品在持續進行研究改進工作,上述資料若有變更,恕不另行通知。 |
||
- 三、機床特點
1)、整體概述
該機床全面充分體現了臺鉦機械在鉆攻加工中心的金屬切削方面擁有的豐富經驗,該機床適應加工行業偏向精密、高效率的發展趨勢,加工產品效率高、精度高,像電子通訊、紡織配件、汽車零部件、液壓件等,適應各種行業最具挑戰性的機械加工要求;該機床充分采用了最新的FEM(有限元分析系統)模擬優化的設計方法,機床總體的強度和剛性全面優化的基礎上,實現了最佳的加工動態性能。是當今國際機械加工裝備模塊化設計和人體工程學設計的代表與典范,把機床工作區域的優化設計發揮到了極致,實現了人機和諧的高度統一。
2)、機床總體布局
主軸與馬達電機直接連接式設計,無皮帶或齒輪之傳動噪音、背隙、振動之問題,直接由馬達軸輸出之轉速,可獲得高品質的攻牙效果。主電機搭配低慣量馬達,0-20000/rpm加速時間短,在高速攻牙換向時無時間滯后現象,避免拉牙。
三軸采用線性滑軌,采用完全支撐設計,可支撐重負荷,快速移動,確保定位精準。
機床底座、工作臺、立柱、滑鞍、主軸箱等主要部件均采用鑄件采用德瑪吉和兄弟同一廠家同樣的鑄件,同樣的配方高強度、高密度的樹脂砂孕育鑄件以及合理的布局,并經二次退火處理,極大的提高了機床的抗震性及精度的穩定性,適應高強度、高精度加工,永久確保品質。
鑄件經由有限元素分析法電腦計算分析,合理的結構強度及加強肋的搭配,提供機械之高剛性。
21把刀夾臂式刀庫,換刀時間可達2.4秒(臨近刀)。

3)、設備主要零部件及相關簡介
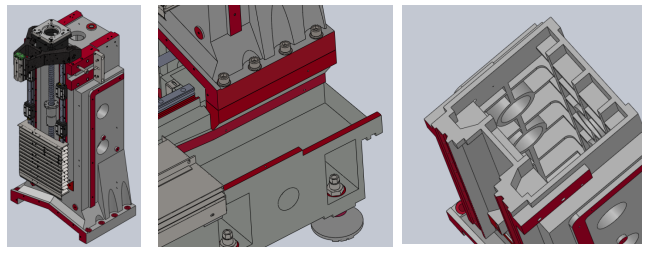
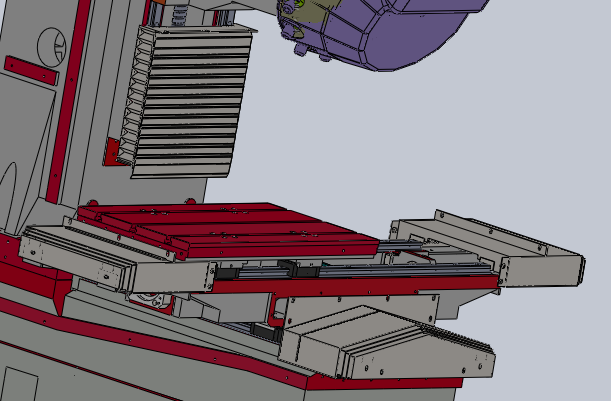
(1)底座
大跨距底座,導軌超同行業1.2倍,有效分散重力和加工承受力;鞍座懸伸短,大幅提高動態精度;Y軸馬達后置設計還有利于縮短操作員與工作臺的距離,適合上下工件,大幅提升加工便利性(如下圖所示)。



(2)立柱
(a)小人字形立柱對比一字型立柱,結構更加穩定,維修保養更加便捷。
(b)小人字形結構床身飯金防護及排屑系統設計更加成熟,從機械結構上避免鈑金的安裝漏水問題。
(c)使用8顆M20螺絲來固定,有效的提升立柱剛性,避免加工時產生的震動,在重切削時更加穩定。
(d)井字型筋骨結構同時加粗加大,使床身鋼性大幅度提高,加工時穩定性更強,同時延長機床的使用壽命。


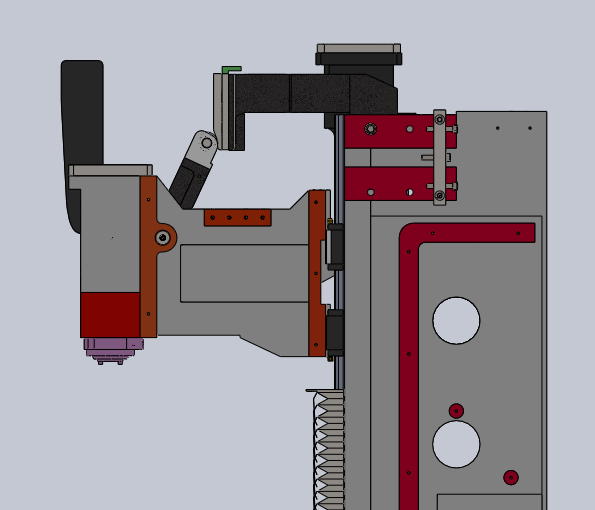
(3)主軸箱
主軸箱與立柱接觸比采用最佳接觸比設計,加上短鼻端臺灣主軸成就了臺鉦機床更強大的切屑能力。可完成鉆、銑、攻、鏜孔等工序。

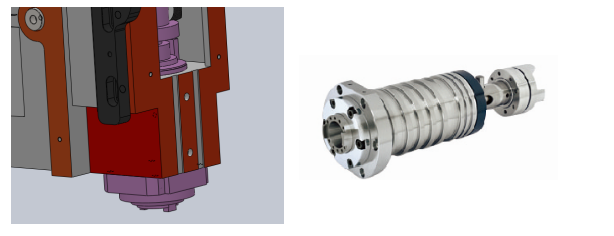
(4)高精度、高性能、高穩定性精密主軸
(a) 主軸組采用臺灣專廠生產,具有高精度,高性能。主軸抓刀是靠主軸上的蝶形彈簧,以拉緊力通過四瓣爪式拉刀機構作用在刀柄的拉釘上,是刀具與主軸錐孔緊密配合來實現抓刀的,注該類主軸用日本NSK最好軸承;此類主軸無需增加油冷機,也可以使得主軸溫度始終處于35°C左右,確保主軸壽命及精度。(注明:此產品在2015年9月驗證,主軸18000rpm、20000rpm等高轉速在夏天長時間運轉5天,主軸溫度相差2℃,2016年至今出貨均未配油冷機,主軸很穩定)
(b) 使用低慣量主軸馬達,加速時間短,0-20,000 rpm需要時間短暫, 馬達效率高,加、減速快,降低背隙問題,提高攻牙速度與質量。直結傳動主軸,無皮帶主軸之噪音、震動問題,機床具有主軸定向功能。

(5)Z軸最強剛性設計
(a) Z軸絲桿上軸承采用加大型號馬達座和電機設計,保證其加工力矩。
(b) 主軸箱采用大規格線性滑軌設計,確保能發揮Z軸整體剛性性能。

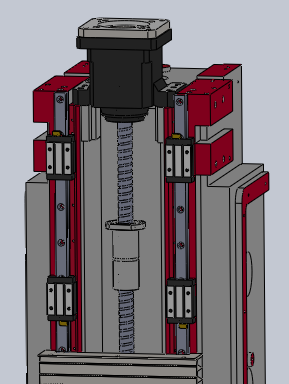
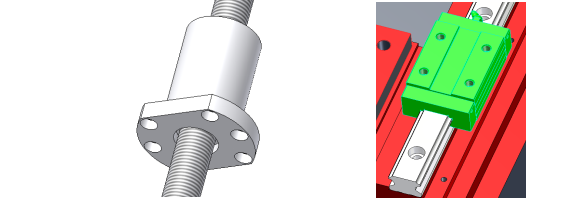
(6)滾珠絲桿和線性滑軌
為了保證機器的剛性及耐用度,臺鉦機械鉆攻加工中心系列機型采用的滾珠絲桿、線性滑軌均大于同行業1.28倍以上,讓您的使用更放心,機器壽命更長。


(7)切削冷卻系統
機床應配備刀具及加工零件的冷卻系統,有足夠數量的噴嘴,流量可調。
(8)機床防護
機床的床身導軌(XY軸)采用不銹鋼伸縮同動伸縮鈑金;立柱導軌(Z軸)采用風琴式加盔甲式防護;機床整機采用全封閉防護,以防鐵屑及冷卻液飛濺,使操作者在安全舒適的環境下工作。
(9)機床外觀
機床整機鈑金外觀設計與機床配色簡潔大方,科技感十足;機床采用超高的開門設計,改變傳統鉆攻中心由于機床小而鈑金設計非常小巧而給人產生的壓抑感;超大開門設計,不僅使操作人員在裝卸工件時毫無狹窄感,即便是第四軸的進出與安裝也大有余地;120公升超大水箱,大傾斜角排屑槽,后方排屑設計,無論冷卻水量開至最大都不會斷流,更不會造成機床漏水。
(10)潤滑系統
(1)三個坐標軸承采用脂潤滑方式。
(2)滾珠絲杠副均采用自動稀油潤滑方式。
(3)X、Y、Z坐標導軌為直線滑動導軌,有自動控制的潤滑點,潤滑油經分流后定時定量潤滑導軌副。
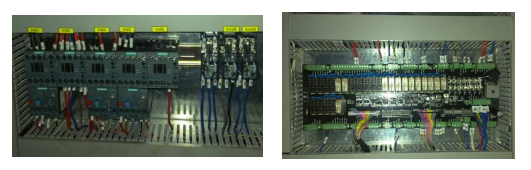
(11)配電方面
除了機械設計方面,臺鉦機床也同樣注重電氣方面的設計,數控系統采用了獨有的光纖通訊方式,即大大提高了數據通訊的速度,又大為減少了配線數量,使電氣柜內更整潔。


(12)機床的工作條件
本機床超額線電源為三相四線制 3—380V 50HZ;
電源電壓允許波動值: ±10%
電源頻率許波動值: ±1%
機床必須用單獨電纜進行安全接地,接地電阻要小于4歐姆。
氣源:0.6~0.7Mpa
使用機床廠房環境溫度范圍10~35℃,相對濕度40~75%,大氣壓強86~106Kpa,空氣中粉塵濃度不得大于10mg/m3,不得含酸、鹽和腐蝕氣體。
機床安裝在遠離震源、熱源和熱流,其震動為0.5G以下(G為重力加速度)車間里。
(13)四、五軸聯動分度盤(選配)
四軸、五軸聯動分度盤為可選附件,蝸桿蝸輪采用硬質合金制造,分度精度高、性能穩定(左圖為四軸聯動分度盤,右圖為五軸聯動分度盤)。



(14)優良的加工條件及良好的生產環境
進口臥式加工中心、立式加工中心、數控鏜床(旋轉工作臺) 及龍門導軌磨床,有效的保證了工件的各項精度,大幅地提高了裝配精度,以及精度的持久性。



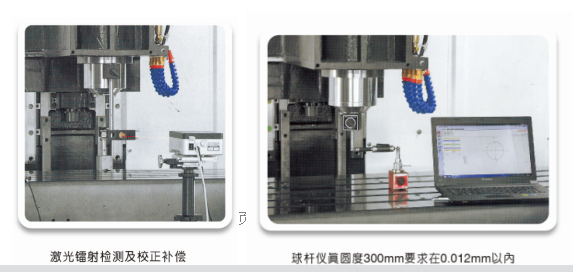
(15)先進的檢測手段
以鐳射進行定位精度檢驗及最佳補正,采用嚴格的德國VDI3411檢驗規范(來回檢驗各5次)


(16)嚴格的加工測試
每臺機床在出廠前都要經過嚴格的加工側試,保證其都能接受實際加工的考驗和達到相應的加工精度要求。




四、安裝調試及驗收
1.機床運抵買方工廠3日內,買方通知賣方。賣方在接到買方安裝通知后,立即派工程技術人員到買方使用現場免費對設備全套系統進行安裝調試和人員培訓。
2.在合同簽定以后,買方可在機床到位之前派人到賣方工廠進行5天左右的實地培訓,差旅食宿費自理,在賣方工廠免費培訓。
3.安裝調試之前,由買方和賣方所派人員共同開箱,按合同數量及裝箱單清點。
4.機床各項精度指標按裝箱單提供之精度檢驗表進行檢驗,檢驗方式依據國際ISO標準。檢測結果發生爭議時,由中國機床檢測中心進行復檢,其間由買方對機床封存保管,買方開機使用視為驗收合格。
5.機床各項精度指標均達到規定指標后,買賣雙方簽署機床驗收報告即完成機床驗收程序。
6.推薦用油和油脂表
|
使用部件 |
名稱 |
容量 |
牌號 |
廠家推薦 |
備注 |
|
注油器 |
導軌油 |
4L |
68# |
殼牌通拿TonnaT68 或長城HG68 |
當油位低于最低液位線時加注 |
|
切削液箱 |
水基切削液 |
330L |
/ |
美孚242,安美SF19 1SF309 |
當液位低于最低液位線時添加,具體使用請向制造商洽詢 |
|
切削液箱 |
油基切削液 |
330L |
/ |
德威勝DW-812, 安美C13B/LX-C13 |
當液位低于最低液位線時添加,具體使用請向制造商洽詢 |
|
要求:使用中的切削液,請按照制造商的指示,對PH、原液與稀釋水的混合程度、稀釋水的鹽分濃度、切削液的調換頻度進行適當的管理。如使用推薦外的切削液和導軌油,充分注意使用方法及條件,根據冷卻液和導軌油等組合后的相互作用,有時會引起絲桿,導軌潤滑不良、渣滓生成,嚴重時會出現主軸、絲桿導軌、工作臺、軸承等部件生銹,使其耐久性降低,因此使用前請向生產廠商仔細確認。 |
|||||
五、人員培訓
我公司專業培訓人員為客戶提供全方位、多層次的培訓,確保機床操作人員熟練掌握機床的基本操作與維護。
|
培 訓 安 排 |
||
|
培訓位置 |
客戶工廠 |
深圳市臺鉦精密機械有限公司 |
|
培訓時間 |
安裝調試完畢后 |
合同生效后 |
|
培訓周期 |
1 天 |
不超過 5 天 |
|
培訓內容 |
現場操作、維護保養培訓 |
數控系統操作、機床保養、常見故障的判斷和處理、一般編程 |
|
培訓費用 |
期間的差旅費及食宿費用由賣方自理 |
差旅費和食宿費用由買方自行承擔 |
|
其他 |
買方免費提供工作午餐 |
賣方免費提供工作午餐,培訓前和賣方進行預約 |
- 六、售后服務承諾
1.自驗收合格之日起,機床主機負責保修12個月。保修期間,如設備出現故障或需要進行技術咨詢,我公司鄭重承諾,我公司在接到買方通知后,半小時內響應,2-12小時內趕到現場(特殊區域24小時到),終身維護。
2.在三包期內,我公司確保在第3個月和第9個月派技術人員對設備進行維護、檢修和保養。而且定期走訪用戶,以解決用戶在使用過程遇到的各種問題。
3.保修期過后,我公司對設備提供有償終生維修技術服務。
4.用戶若有疑問或機床出現問題時,可隨時撥打 18898726555 服務熱線,我公司竭誠為您服務。
5.售后投訴電話13510533664郭先生,對我公司售后人員服務態度和其它方面不滿意,大家可隨時來電!

關注一下,不迷路

臺鉦機械

全國統一服務熱線
13926817721
快捷導航
新聞中心
聯系我們

咨詢在線客服

掃一掃咨詢